In the world of precision CNC machining, dimensions and tolerances often dominate design reviews. However, for engineers, procurement managers, and C-suite executives looking at the bottom line, there’s a silent spec that dramatically impacts both part performance and manufacturing cost: CNC machining surface roughness.
Whether you’re designing a hydraulic sealing surface or a simple mounting bracket, that tiny Ra value on your print dictates toolpath strategy, cycle time, and even the need for secondary finishing. Specifying a mirror finish where a machined finish will do is one of the most common—and costly—mistakes in B2B manufacturing.
At KaiSpeed, we believe in engineering efficiency. This guide cuts through the jargon to give you a clear, actionable understanding of surface roughness standards, how to measure them, and when it’s worth paying for a smoother finish.
What is CNC Machining Surface Roughness?
Put simply, surface roughness quantifies the microscopic peaks and valleys left on a part’s surface by the cutting tool. While a part may look smooth to the naked eye, under a profilometer, it reveals a topography defined by tool marks, feed rates, and material behavior.
It’s crucial to distinguish roughness from Waviness (larger, cyclical deviations often caused by machine vibration or deflection) and Lay (the dominant direction of the tool pattern). In CNC machining, roughness directly correlates with:
- Friction and Wear: Rougher surfaces wear down mating parts faster.
- Sealing Capability: Fluid and gas paths require specific roughness (often Ra 0.8 or lower) to prevent leakage.
- Fatigue Strength: Micro-cracks often initiate in the “valleys” of rough surfaces.
- Aesthetics and Adhesion: A slightly rough surface holds paint and coatings better, while a smooth surface looks premium.
Decoding the Standards: Ra, Rz, and the N Scale
To specify and inspect surface finish, you must speak the language of metrology. While there are dozens of parameters, three dominate the conversation in CNC machining shops.
1. Ra (Average Roughness)
The Industry Standard. Ra calculates the arithmetic average deviation of the profile from the mean line. It’s widely used because it provides a single, easy-to-compare number. However, it has a blind spot: Ra is not sensitive to isolated deep scratches or high spikes. A surface with one deep gouge and an otherwise glass-smooth finish can still have a decent Ra number.
2. Rz (Mean Peak-to-Valley Height)
The Functional Parameter. Rz averages the vertical distance between the highest peak and lowest valley over five sampling lengths. If your part involves sealing or sliding contact, Rz is often a better predictor of performance than Ra.
3. N-Grades (ISO 1302)
Older drawings might reference “N” numbers (N1 to N12). This is a simplified scale corresponding to Ra ranges (e.g., N8 ≈ Ra 3.2 µm).
KaiSpeed’s Practical Cost vs. Finish Matrix
This is where the rubber meets the road for buyers and engineers. The cost to achieve a specific Ra is not linear—it’s exponential. The table below outlines our recommended applications and the relative cost impact you can expect on a typical aluminum or steel part at KaiSpeed.
| Ra Value | KaiSpeed Grade | Typical Visual Appearance | Recommended Application Examples | Relative Cost Impact | Typical Process |
|---|---|---|---|---|---|
| 3.2 µm (125 µin) | Standard Machine Finish | Visible tool marks; smooth to touch but textured visually. | Non-critical surfaces: Brackets, chassis components, heat sinks, internal mounts. Best for stress/vibration areas. | Baseline | High-speed milling/turning. |
| 1.6 µm (63 µin) | Fine Commercial | Faint tool marks; ideal general engineering finish. | Controlled fits: Hydraulic rods, slow-speed gears, electronic housings, precision fastener faces. | +2.5% to +5% | Controlled feeds/speeds; possible finish pass. |
| 0.8 µm (32 µin) | Precision Functional | Semi-bright; tool marks nearly invisible without magnification. | Sealing/Contact: Valve components, bearing bores, pump faces. Stress concentration areas. | +5% to +8% | Finish pass with low feed; often requires carbide tooling. |
| 0.4 µm (16 µin) | Ultra-Fine | Glossy, reflective finish. | High-speed/dynamic: Pneumatic rods, optical molds, sealing shafts for high-pressure fluids. | +15% to +25% | Requires secondary grinding or polishing. |
Procurement Tip: Unless you have a rotating seal or a high-pressure interface, specifying Ra 0.8 or 1.6 is usually the “sweet spot” for balancing performance and per-part cost.
Surface Roughness Conversion & Comparison Chart
If you’re working with legacy prints or international suppliers, you’ll encounter a mix of units and parameters. Use this quick-reference chart to avoid conversion errors.
| Ra (µm) | Ra (µin) | Rz (µm) Approx. Range | ISO N-Grade | Common KaiSpeed Finish Callout |
|---|---|---|---|---|
| 0.4 | 16 | 1.6 – 7.3 | N5 | Polished / Ground |
| 0.8 | 32 | 3.1 – 12.3 | N6 | Fine Turned / Milled |
| 1.6 | 63 | 5.9 – 20.6 | N7 | Standard Fine |
| 3.2 | 125 | 11.5 – 34.7 | N8 | As Machined |
| 6.3 | 250 | 21.8 – 57.7 | N9 | Rough Milled |
Note: Rz values are approximate ranges as per statistical distribution. For critical Rz requirements, please consult with a KaiSpeed Application Engineer.
How Surface Roughness is Measured
When you receive parts from KaiSpeed, how do we ensure the finish matches the spec? We utilize two primary methods depending on the tolerance level:
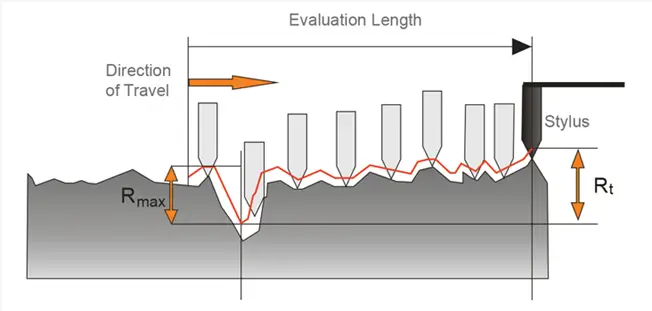
- Contact Profilometry (Stylus Method): The gold standard for Ra/Rz. A diamond-tipped stylus physically drags across the surface to record the profile. This is used for all precision and functional finishes.
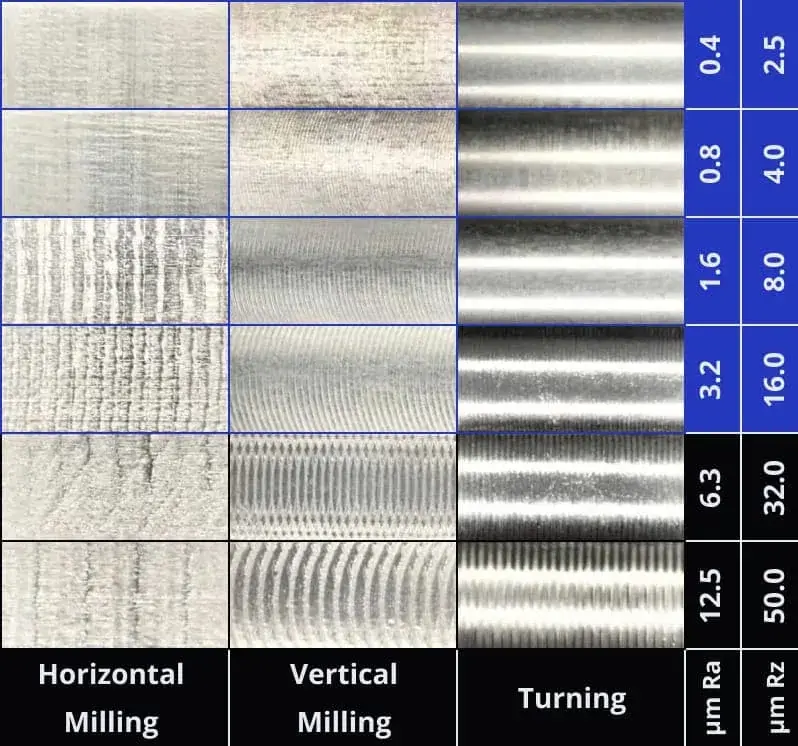
- Visual Comparators: For Ra 3.2 (standard finish), experienced machinists often use calibrated surface roughness comparators (physical swatches) for quick, non-destructive verification on the shop floor.

5 Factors That Influence Your Part’s Surface Roughness
Achieving a specific finish isn’t just about programming the machine. At KaiSpeed, we control the following variables to ensure repeatability batch after batch:
- Feed Rate: The single biggest lever. Slower feed = smoother finish (but longer cycle time).
- Tool Nose Radius: A larger radius on a turning insert or end mill “wipes” the surface, reducing peak height.
- Material Ductility: Aluminum (especially 6061) machines beautifully to smooth finishes. Stainless steel and titanium are more prone to tearing or built-up edge, requiring sharper tooling and stricter coolant management.
- Machine Rigidity: Vibration (chatter) is the enemy of a good finish. Our high-speed machining centers maintain the stability required for fine finishes.
- Coolant Strategy: Proper flood or high-pressure coolant evacuates chips and prevents the “re-cutting” that mars surface quality.
Making the Smart Choice: Function First
As you review your next design, ask yourself these three questions:
- Is this a sealing face or a sliding wear surface? (If yes, target Ra 0.8 or smoother).
- Will this part be anodized, painted, or powder coated? (If yes, Ra 1.6 – 3.2 is often perfect; the coating fills the micro-valleys).
- Is this an internal structural bracket? (If yes, stick with standard Ra 3.2 As Machined to save significant cost).
Conclusion: Precision Without the Premium
Understanding CNC machining surface roughness empowers you to design better parts and control manufacturing budgets. Over-specifying finish is a hidden tax on your project. At KaiSpeed, our approach is transparent: we provide the finish you need, not the finish that just pads the quote.
Whether you need a standard 3.2 µm Ra finish on a complex aluminum housing or a high-grade 0.8 µm Ra finish on a stainless steel valve body, our team combines advanced equipment with material science expertise to deliver consistent, high-quality results.
Ready to Optimize Your Next Project?
Stop paying for surface finish you don’t need. Let’s review your print.
- Engineers & Designers: Upload your 3D CAD file for a free DFM (Design for Manufacturability) analysis regarding surface finish and tolerances.
- Procurement & Sourcing: Need a competitive quote on a CNC milling or CNC turning project with specific roughness requirements? Our automated platform delivers pricing in under 24 hours.