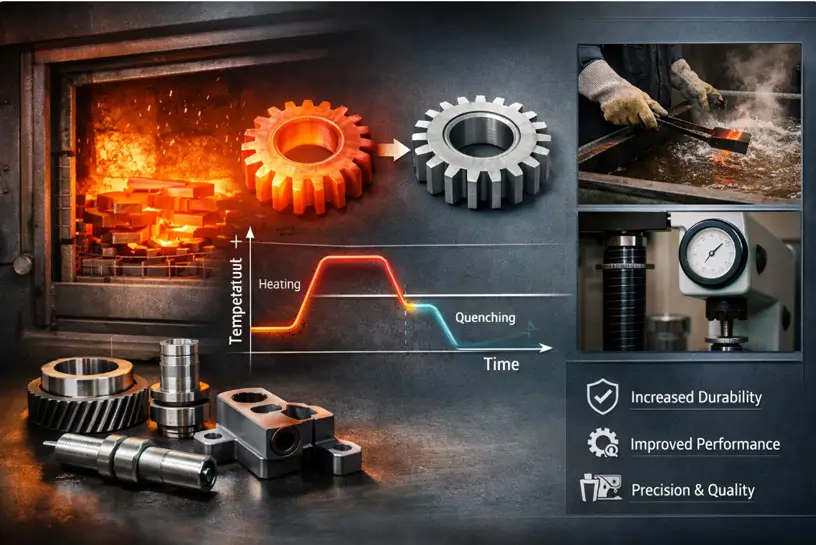
When a gear strips mid-operation or a hydraulic housing cracks after six months in the field, the root cause is rarely a single machining error. More often, the material simply wasn’t given the right thermal history. Heat treatment in CNC machining is not a secondary “nice-to-have” — it is the process that transforms a machinable blank into a load-bearing, wear-resistant, fatigue-tolerant finished component.
Yet in practice, heat treatment is where many projects drift off-spec. Parts warp in the quench. Bores shift by 0.06 mm. A supplier who machined to a perfect ±0.01 mm before heat treatment suddenly delivers components that won’t assemble. And the cost of that failure isn’t just the scrap part — it’s the raw material, the machining hours, the logistics, and a delivery window that now cannot be met.
This guide treats heat treatment not as a standalone material science topic, but as a production engineering variable — one that directly shapes your machining strategy, tolerance stack-up, tooling choices, and supply chain cost structure. We’ll walk through the core processes, their effects on CNC machinability, the correct process sequence, cost considerations, emerging technologies, and how to specify requirements so your parts arrive exactly as designed — every time.
1. What Heat Treatment Actually Does to Metal
Heat treatment is a controlled thermal cycle: heat, hold, and cool. But what happens inside the metal is a fundamental rearrangement of its microstructure — grain size changes, phases dissolve or precipitate, and internal stress states redistribute.
From a CNC machining perspective, heat treatment alters the workpiece in five ways that directly affect how a tool engages with the material:
| Material Property | Change from Heat Treatment | Machining Impact |
|---|---|---|
| Hardness | Can increase from 25 HRC to 52+ HRC after quenching steel | Higher cutting forces; accelerated flank wear; often requires carbide or coated tooling to maintain tool life |
| Ductility | Improves greatly after annealing, drops sharply after hardening | Soft materials cut faster but may smear; hardened materials require reduced feed rates (20-30% lower) to avoid chatter |
| Residual Stress | Rapid cooling in quenching induces tensile stresses (>100 MPa in some aluminum alloys) | Dimensional movement after roughing; bores drift; flatness disappears; parts twist |
| Grain Structure | Refined by normalizing; coarsened by overheating | Finer grain = more consistent chip formation; coarse grain = unpredictable cutting behavior |
| Thermal Conductivity | Altered by aging or annealing | Affects heat buildup at the cutting interface; may require high-pressure coolant (≥50 bar) to prevent thermal damage |
Table 1: Key material property changes from heat treatment and their direct machining consequences.
Understanding these relationships is what separates a DFM (Design for Manufacturability) approach from what leading manufacturers now call DFM-L: Design for the Manufacturing Lifecycle. When you design a part, you are not just designing for the CNC spindle — you are designing for the furnace, the quench tank, and the finishing pass that comes after.
2. The Core Heat Treatment Processes — And When to Use Each
There are multiple heat treatment processes, each serving a distinct purpose in the production workflow. Selecting the wrong one — or skipping one that’s needed — can cascade into assembly failures downstream. Below is a practical reference table.
| Process | What It Does | Typical Hardness After (Steel) | Best Used When |
|---|---|---|---|
| Annealing | Softens metal, relieves internal stress, improves machinability | < 25 HRC | Before heavy rough machining; after welding; to restore machinability |
| Normalizing | Refines grain structure; moderate strength increase | 25-35 HRC | After forging/casting; before final machining for dimensional stability |
| Quench & Temper | Maximum hardness via rapid cooling, then toughness via reheat | 48-58 HRC (depending on temper temperature) | End-use parts requiring high strength and wear resistance |
| Case Hardening (Carburizing/Nitriding) | Hard outer layer (0.5-2.0mm), tough ductile core | Surface: 58-65 HRC; Core: 30-45 HRC | Gears, shafts, cams — high-contact surfaces needing wear resistance |
| Stress Relieving | Reduces residual stress without major microstructural change | Minimal change | Large aerospace structural parts; thin-walled components; between rough and finish machining |
| Precipitation Hardening (Aging) | Strengthens alloys via controlled precipitate formation | Varies by alloy (e.g., 6061-T6 aluminum achieves ~95 HB) | Aluminum and some stainless alloys requiring strength without quenching distortion |
| Cryogenic Treatment | Converts retained austenite to martensite; stabilizes dimensions | +1-3 HRC beyond standard quench | Precision tooling, gauges, aerospace components requiring maximum stability |
Table 2: Core heat treatment processes — purpose, outcomes, and application guidance.
Surface Hardening vs. Through Hardening: A Critical Distinction
One of the most consequential decisions in heat treatment specification is whether the entire cross-section needs to be hard, or only the surface.
- Through hardening (quench & temper) makes the entire part hard. This maximizes strength but comes with a trade-off: the part becomes brittle throughout, which can be catastrophic for components subjected to impact loads.
- Case hardening (carburizing, nitriding, carbonitriding) creates a hard, wear-resistant outer shell while leaving the core ductile and tough. For a gear tooth, this is ideal — the surface resists pitting and wear, while the core absorbs shock loads without fracturing.
However, case-hardened parts present a machining challenge: the gradient between the hard case and softer core can cause uneven cutting forces if post-heat-treat machining is required, potentially leading to vibration and surface chatter. Machinists typically respond by reducing feed rates by 20-30% and increasing spindle speeds to maintain dimensional control.

3. How Heat Treatment Changes CNC Machining Behavior — The Practical Reality
Heat treatment doesn’t just change the part — it changes how the tool interacts with the material. If you’ve ever been surprised by tool life crashing after a material spec change, or by parts coming off the machine out of tolerance after heat treat, here’s why.
3.1 Hardness and Tool Wear
When quenched steel jumps from 28 HRC to 52 HRC, cutting forces increase substantially. Carbide tools operating on hardened surfaces can experience flank wear rates three times faster than when machining annealed stock. The practical response includes:
- Switching to coated carbide (TiAlN, AlCrN) or CBN (cubic boron nitride) tooling for hard machining
- Reducing cutting speeds and feed rates to manage heat generation
- Expecting more frequent tool changes and building that into the production plan
3.2 Residual Stress and Dimensional Stability
This is perhaps the most expensive problem in CNC machining: residual stress. When a part is quenched, the surface cools faster than the core. This creates a stress gradient — tensile stress near the surface, compressive stress inside. Release those stresses through machining (removing material), and the part moves. Features shift. Mating surfaces lose alignment.
The numbers are sobering. Aluminum alloys subjected to solution heat treatment and artificial aging can exhibit residual stresses exceeding 100 MPa, producing measurable distortion after machining. The proven countermeasure: stress-relief annealing at 250-300°C, which can reduce residual stress by up to 70% and dramatically improve straightness.
3.3 Distortion During Quenching
Rapid cooling is inherently uneven. Thin sections quench fast; thick sections lag. This differential cooling is what causes parts to twist, bow, or crack. Designers can help by:
- Avoiding sharp internal corners that concentrate stress during quenching
- Specifying uniform wall thickness where possible
- Adding process holes to achieve more even section thickness
4. The Process Sequence: When to Heat Treat in the CNC Workflow
The question of when to heat treat is just as important as which process to use. The order of operations can make the difference between a part that assembles perfectly and one that requires rework or scrapping.
For most precision parts, the gold standard is a three-stage sequence:
ROUGH MACHINING → HEAT TREATMENT → FINISH MACHINING
This approach, known as “rough-heat treat-finish,” balances machinability with precision. Here’s why each stage matters:
Stage 1: Rough Machining (Soft State)
Machine the part while the material is in its softest, most machinable condition — typically annealed or normalized. Remove the bulk of unwanted material quickly and efficiently. But leave a machining allowance for the finishing pass — how much depends on the part geometry and heat treatment method. For most parts, stock allowance of 0.2-0.5mm is typical, but complex geometries prone to distortion may need more.
Stage 2: Heat Treatment
Apply the required thermal cycle — quench & temper, case hardening, aging, stress relieving. This is where the material’s final mechanical properties are locked in. It’s also where things can go wrong if the furnace cycle isn’t precisely controlled.
Stage 3: Finish Machining (Hard State)
Machine to final dimensions. Cutting parameters will be different from the roughing stage — slower speeds, lighter depths of cut, and tooling rated for the hardened condition. This pass achieves the final tolerances.
When to Add Intermediate Stress Relief
For large structural parts — especially aerospace monolithic components — adding an intermediate stress-relief step between rough and finish machining can prevent distortion worth millions of dollars in scrap and rework across an aircraft development lifecycle. The extended sequence becomes:
ROUGH MACHINING → STRESS RELIEVE → SEMI-FINISH MACHINING → HEAT TREATMENT → FINISH MACHINING
The decision to add this step depends on part size, wall thickness, material type, and tolerance requirements. For large aluminum aerospace components, the answer is almost always yes.
5. The Supply Chain Economics of Heat Treatment
Heat treatment impacts more than material properties — it fundamentally shapes the economics of your manufacturing supply chain. Ignoring this connection can quietly inflate project costs by 15-25% or more.
The Multi-Vendor Trap
A common pattern: the CNC shop machines the part; it’s trucked to a separate heat treatment facility; then it’s trucked to yet another shop for finishing. Each handoff introduces:
- Transport time: The part may need only 8 hours in a furnace but spends 3-5 business days in transit and waiting in queue.
- Management overhead: If your loaded hourly cost is 75andyouspend4extrahoursperweekcoordinatingbetweenseparatesuppliers,that’sanadditional300 per week in hidden costs. Over a 4-week project: $1,200.
- Yield multiplication: Even if each supplier delivers at 98% yield, the combined yield across three vendors is only about 94.1% — meaning roughly 6 out of every 100 parts will fail somewhere in the chain.
The Case for Process Integration
One of the strongest arguments for working with a fully integrated CNC machining partner is that heat treatment, machining, and finishing operate under a single quality system. Parts move directly from machining to cleaning to heat treatment to coating within the same workflow. Logistics are eliminated, quality accountability is unified, and the total cost of ownership typically drops — even if the per-unit machining price looks slightly higher on paper.
6. Emerging Trends: AI, Digital Twins, and Green Heat Treatment
Heat treatment technology is not standing still. For procurement leads and engineering managers, understanding these trends helps future-proof supply chain decisions.
AI-Driven Thermal Compensation
Modern CNC systems integrated with AI are beginning to predict thermal errors before they affect part dimensions. By training on historical temperature and deformation data, AI algorithms can anticipate spindle growth and tool displacement, adjusting cutting paths in real time to compensate — enabling “start-and-stabilize” precision without lengthy warm-up cycles.
Digital Twin Simulation
Leading manufacturers are using digital twin platforms to simulate the entire manufacturing process, including heat treatment cycles, before cutting any metal. The system can detect collision risks, chatter, and thermal drift in a virtual environment, delivering an optimized tool-path template.
Sustainable and Energy-Efficient Heat Treatment
The global CNC heat treatment equipment market continues to mature, with increasing focus on energy-efficient furnaces, waste heat recovery, and reduced carbon footprint. For companies with ESG reporting requirements, partner selection increasingly includes sustainability credentials across the thermal processing chain.
7. How to Avoid the Most Common Heat Treatment Failures
Drawing on real-world production experience, here are the failure patterns that recur most often — and how to prevent them.
7.1 Vague Drawing Callouts
Simply writing “harden part” or “heat treat” on a drawing is a gamble. The manufacturer is left guessing — and guessing leads to parts that are too soft, too brittle, or dimensionally unusable. A proper heat treatment callout must include four elements:
- The exact process name: e.g., “Quench and Temper,” not just “harden”
- The required hardness range and scale: e.g., “48-52 HRC” (always provide a range — a single value increases scrap rates)
- Case depth for surface treatments: e.g., “Case Harden to a depth of 0.8-1.2mm, surface hardness 58-62 HRC”
- Reference to governing standard: e.g., AMS 2759, ISO 15787
7.2 Insufficient Machining Allowance Before Heat Treat
If too little stock is left before heat treatment, the finishing pass may not have enough material to correct distortion. If too much stock is left, the finishing pass becomes expensive and time-consuming. The right allowance depends on part geometry, size, and heat treatment method — and should be discussed with your manufacturing partner during the DFM phase.
7.3 Treating Heat Treatment as a Separate Concern
This is the recurring theme and the most expensive mindset in precision manufacturing. When heat treatment is planned as a standalone step by a separate supplier, the CNC programmer cannot account for how the part will move. The furnace operator cannot understand what tolerances matter most. The result: rework, scrap, and missed delivery dates.
8. Frequently Asked Questions
Q: Can heat-treated parts be machined after hardening?
Yes. Hard machining is a well-established practice for materials up to 58-68 HRC using CBN or advanced coated carbide tooling. However, cutting parameters must be adjusted — typically lower cutting speeds, lighter depths of cut, and rigid fixturing to avoid chatter.
Q: When should I specify annealing vs. normalizing?
Annealing is best for maximizing machinability (softening) and relieving internal stress. Normalizing is preferred when you want to refine grain structure for more consistent mechanical properties and improved dimensional stability during subsequent machining.
Q: How much does heat treatment add to project cost?
It varies significantly by process and batch size, but as a rough guideline, heat treatment typically accounts for 5-15% of total part cost. The larger hidden cost is not the treatment itself, but the logistical overhead and scrap risk introduced by a fragmented multi-supplier workflow.
Q: What’s the difference between carburizing and nitriding?
Both are case hardening processes. Carburizing introduces carbon into the surface layer at high temperatures (~900°C), producing a deeper case (0.5-2.0mm) followed by quenching. Nitriding introduces nitrogen at lower temperatures (~500-550°C) without requiring a quench, producing a thinner but harder case (0.1-0.5mm) with less distortion. Nitriding is preferred when dimensional stability is critical.
Why Heat Treatment Is a Make-or-Break Decision
Every metal part destined for a load-bearing, wear-facing, or fatigue-critical application will interact with heat treatment at some point in its manufacturing lifecycle. Whether that interaction produces a component that performs reliably for years — or one that fails prematurely — depends on how early and how carefully heat treatment is integrated into the production plan.
The best outcomes come when three things happen together:
- The designer understands how heat treatment affects dimensions, stresses, and machinability — and accounts for these effects in the drawing and specification.
- The process sequence is planned as a unified workflow, not fragmented across separate vendors whose incentives don’t align.
- The manufacturing partner has in-house capabilities for both precision CNC machining and thermal processing, operating under a single quality management system.
That third point is where KaiSpeed delivers a measurable advantage.
Why Choose KaiSpeed for Your Heat-Treated CNC Machined Parts?
At KaiSpeed , we’ve built our production model around the reality that heat treatment and precision machining are inseparable processes. When you work with KaiSpeed, your parts stay within one integrated workflow — from raw material preparation and rough machining, through controlled heat treatment cycles, to final precision finishing and quality inspection.
This integration eliminates the logistical delays, yield losses, and communication gaps that plague fragmented supply chains. It means our CNC programmers know exactly what happens in the furnace — and our furnace technicians understand what tolerances matter most. The result is parts that meet specification the first time, delivered on schedule, without hidden costs.
KaiSpeed offers:
- Full in-house CNC machining capabilities (3-axis, 4-axis, and 5-axis)
- Integrated heat treatment process management
- Material expertise across steels, aluminum alloys, stainless, titanium, and engineering plastics
- ISO-certified quality control with full dimensional inspection reports
- Dedicated engineering support for DFM optimization — including heat treatment sequencing and stock allowance recommendations
Ready to ensure your next project’s material properties match its performance requirements?
📩 Request a Quote for Your Heat-Treated CNC Machined Parts — or contact our engineering team at [email protected] to discuss your specific material and heat treatment needs. We’ll respond with a technical review and quotation within 24 hours.