In modern healthcare, the articulating arm is often the mechanical backbone behind precise motion. From surgical robotics and rehabilitation exoskeletons to imaging positioning systems, these assemblies must move smoothly, hold position accurately, and remain stable over thousands of cycles.
The challenge is that the most critical parts are also the hardest to manufacture. Medical articulating arm components often combine thin walls, tight tolerances, multi-angle surfaces, intersecting bores, and compact geometries inside a very small envelope. In many cases, a conventional 3-axis process simply cannot reach every feature without additional setups, extra fixturing, and tolerance stack-up.
That is where 5-axis CNC machining becomes the better engineering choice. By allowing the cutting tool to approach the part from multiple angles in a single setup, 5-axis machining helps reduce repositioning, improve surface quality, and make complex features far more practical to produce.
At KaiSpeed, we focus on turning these difficult medical components into production-ready parts with a process mindset built around precision, repeatability, and communication. For OEMs, engineers, procurement teams, and company leaders, the real value is not only that the part can be machined—it is that the part can be machined consistently, inspected clearly, and scaled with confidence.

Why Medical Articulating Arm Components Are So Difficult to Make
A medical articulating arm is not just a bracket or a hinge. It is a motion system. That means each interface matters. A small deviation in a bore, a pivot face, or a mounting plane can create friction, backlash, noise, wear, or assembly problems.
Three manufacturing issues appear again and again:
| Challenge | Why It Matters | Typical Risk |
| Thin-wall sections | Reduces weight and fits compact assemblies | Wall distortion, chatter, cracking |
| Tight functional tolerances | Keeps motion and alignment accurate | Misalignment, backlash, poor fit |
| Complex internal geometry | Supports motion, cable routing, or attachment features | Tool access limits, extra setups, burrs |
These issues are why many medical teams move away from standard 3-axis machining when the design becomes more compact or more demanding. 5-axis machining is especially attractive because it can machine more features in one setup, support complex shapes, and improve finish quality by keeping the tool at a better cutting angle. That combination is widely reflected in the way leading medical and precision machining providers describe their own 5-axis capabilities.
Why 5-Axis CNC Machining Fits Medical Articulating Arms
The biggest advantage of 5-axis CNC machining is not just “more axes.” The real advantage is control.
Instead of stopping the process, unclamping the part, and reorienting it multiple times, the machine can adjust tool angle and reach while maintaining a stable setup. For medical articulating arm parts, that can make the difference between a risky process and a repeatable one.
Here is why it matters:
| 5-Axis Advantage | Result for Medical Arm Components |
| Fewer setups | Less tolerance stack-up and less handling damage |
| Better tool access | Hard-to-reach surfaces and undercuts become machinable |
| Improved surface finish | Cleaner bearing interfaces and smoother motion surfaces |
| Better control on thin walls | Lower cutting stress and more stable results |
| More efficient program flow | Faster prototyping and easier scaling |
For healthcare hardware, this is especially important because the part is often part of a broader motion or positioning system. A beautiful part that does not assemble properly is still a failure. 5-axis machining helps reduce that risk by keeping critical features aligned in a controlled process.
KaiSpeed’s 5-Axis Process Philosophy
At KaiSpeed, we look at medical articulating arm parts from the point of view of the assembly, not just the drawing. Our goal is to help customers build parts that fit, move, and last.
That means we start with manufacturability.
Before machining begins, we review:
- critical datums
- wall thickness distribution
- tool access limitations
- tolerance stack risk
- material behavior after machining
- inspection strategy
This early review matters because many problems are cheaper to solve in CAM than on the shop floor. For B2B customers, that translates into fewer surprises, fewer revisions, and a smoother path from RFQ to sample approval.
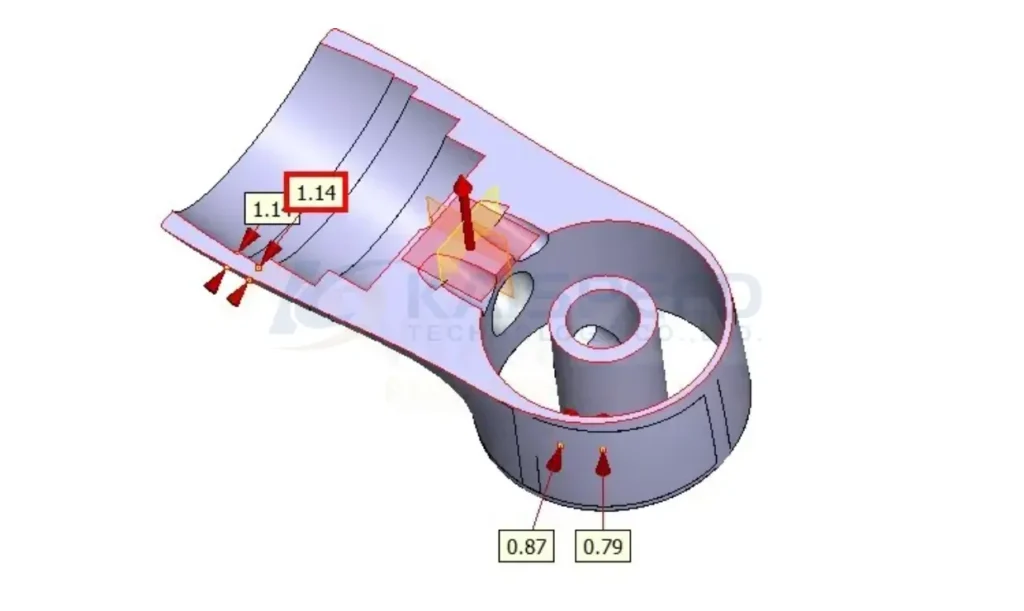
Thin Walls: How We Prevent Distortion and Chatter
Thin-wall geometry is common in medical articulating arms because engineers need to reduce weight while keeping the part rigid enough to perform. But thin walls are also one of the easiest ways to lose dimensional accuracy.
When a wall gets too thin, several things can happen:
- the cutter pushes the wall away during roughing
- heat buildup changes the local shape
- clamping pressure leaves a mark or permanent deformation
- chatter creates an uneven finish
The answer is not simply “use a smaller cutter.” The real solution is process control.
Our approach to thin-wall machining
- Stabilize the material early We evaluate raw stock condition and residual stress before cutting. Where needed, we recommend stress relief or a different stock strategy.
- Use custom fixturing Thin sections need support. We design fixtures that hold the part securely without crushing the critical geometry.
- Remove stock progressively Heavy cuts are used only where the part has enough structure. Thin features are saved for the later stages.
- Use light finishing passes Final cuts are small, controlled, and repeatable so the wall shape stays stable.
- Control temperature and tool condition Dimensional drift is easier to avoid than to correct. Stable machining conditions matter.
What customers care about
| Customer Concern | KaiSpeed Response |
| “Will the wall warp?” | We design the process to minimize cutting stress and support fragile areas. |
| “Will the part chatter?” | We reduce vibration through fixturing, tool selection, and lighter finishing passes. |
| “Can the finish be good enough for assembly?” | We aim for smooth surfaces that often reduce secondary finishing work. |
For thin-wall medical parts, the biggest mistake is treating the job like a standard milling project. The correct mindset is precision engineering.
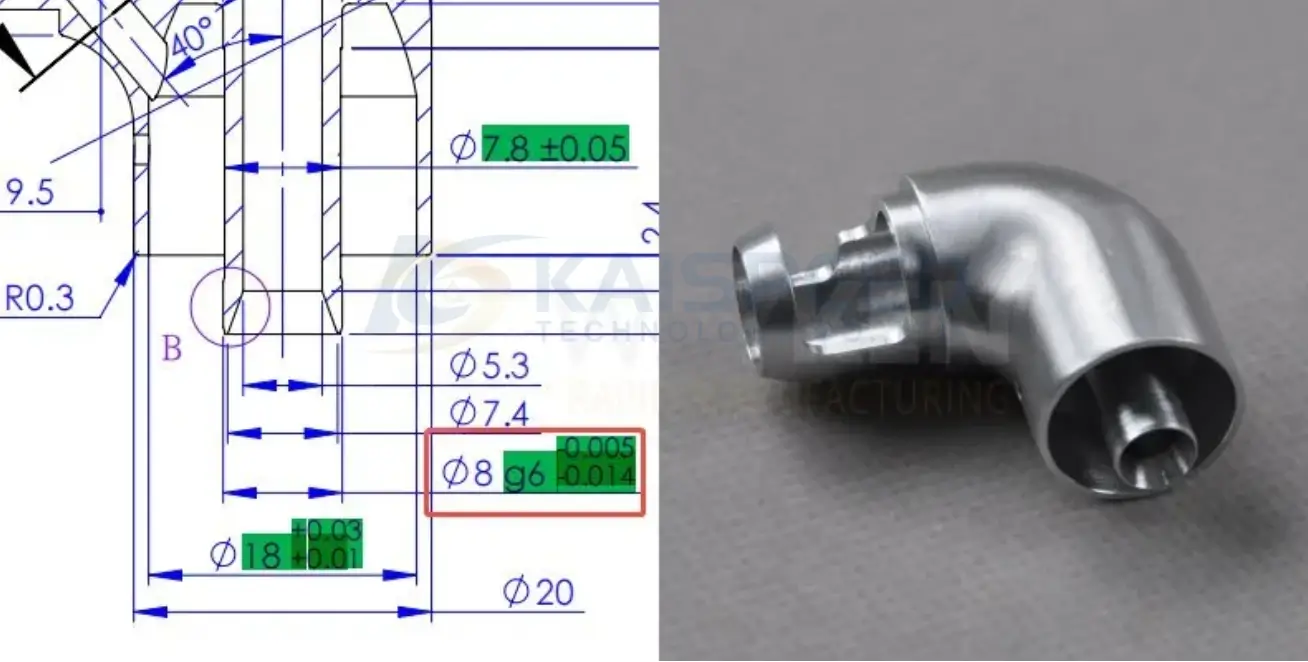
Tight Tolerances: Why Datum Strategy Matters
Medical articulating arm components often require highly controlled relationships between bores, faces, and pivot surfaces. The challenge is not only hitting one dimension—it is keeping the entire feature set in alignment.
A bore might need to be concentric. A mating face might need to stay parallel. A joint pocket might need to hold position relative to a reference plane. Once multiple critical features interact, datum strategy becomes just as important as toolpath strategy.
Our machining approach to precision features
| Feature Type | Common Risk | KaiSpeed Control Method |
| Pivot bore | Size drift, ovality, poor fit | Controlled roughing, finish sizing, inspection feedback |
| Mounting face | Parallelism error | Single-setup machining where possible |
| Pin interface | Loose or tight assembly | Bore strategy matched to function and mating part |
| Alignment surfaces | Angular mismatch | 5-axis orientation control and in-process verification |
We also review the drawing for manufacturing clarity. If the datum scheme is not practical for machining or inspection, we raise it early instead of forcing a problem into production.
That is important for medical customers because the part may need to support an entire device validation cycle. A stable datum strategy helps reduce confusion between design intent, machining reality, and inspection results.
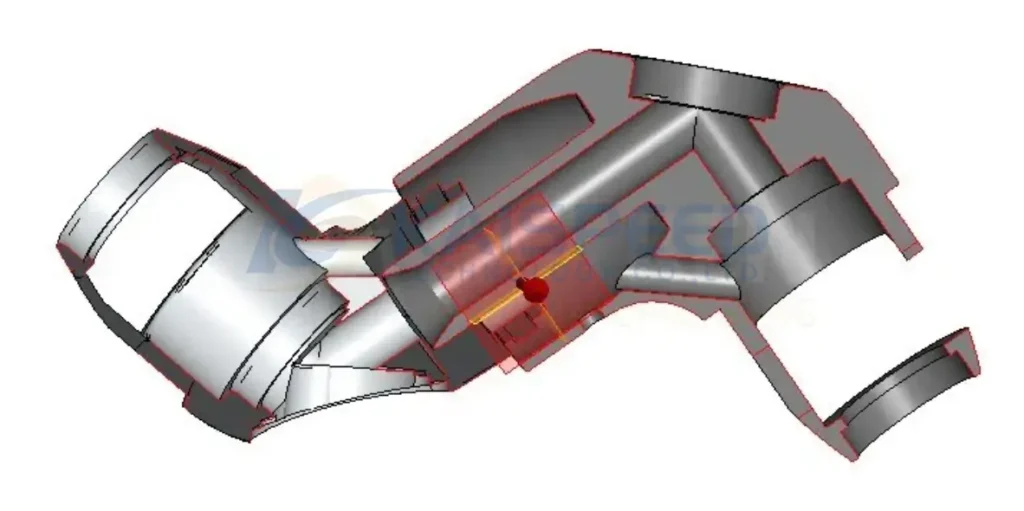
Complex Internal Geometry: Reaching the Features That 3-Axis Cannot
Many articulating arm components contain more than just external shapes. They may also include:
- intersecting bores
- angled holes
- hidden channels
- undercuts
- local pockets for inserts or cable routing
These are exactly the features that create trouble in conventional machining. If the tool cannot reach the geometry cleanly, the part may need more setups, more custom fixtures, or secondary operations.
5-axis machining improves access by changing the tool angle instead of forcing the part to be repeatedly repositioned. That makes it easier to produce compound features with fewer interruptions and less cumulative error.
Internal feature machining at KaiSpeed
We support this with a CAM-first workflow:
- full toolpath simulation before machining
- collision checking for tool and holder clearance
- verification of reach into deep or angled features
- burr reduction planning for intersections and blind areas
- final inspection of critical internal geometry
This matters a lot for medical applications because internal defects are often invisible after assembly. A hidden burr inside a channel or an unfinished edge inside a bore can become a quality issue later. Our process is designed to reduce those surprises early.
Materials Commonly Used in Medical Articulating Arm Components
Material selection affects everything: machinability, strength, wear resistance, corrosion resistance, sterilization compatibility, and cost.
Here is a practical view of common materials used in medical articulating arm programs.
| Material | Typical Use | Machining Notes |
| Titanium (Ti-6Al-4V) | Load-bearing links, critical joints | High strength, lower thermal conductivity, needs disciplined tool control |
| Stainless steel 316L | Pins, bushings, medical contact parts | Corrosion resistant and widely used in medical environments |
| 17-4PH stainless steel | Structural and locking features | Strong and stable, often used where stiffness matters |
| Aluminum 6061-T6 | Lightweight housings and brackets | Good for prototypes and lower-weight assemblies |
| PEEK | Insulating or lightweight structural parts | Demands careful heat management during machining |
| Ultem (PEI) | Specialty medical housings and isolation parts | Requires controlled parameters to avoid stress issues |
The right material is not always the “strongest” material. It is the one that best fits the application, assembly, regulatory expectation, and cost target.
That is why OEMs often ask for more than just machining capacity. They want a supplier who can help balance performance and manufacturability.
Why QA Matters as Much as Machining
In medical manufacturing, quality is not a final step. It is part of the process.
For articulating arm components, the key question is not only whether the part measures correctly once. It is whether the process can repeat that result reliably.
At KaiSpeed, quality considerations include:
- in-process verification where applicable
- dimensional inspection with appropriate metrology
- clear documentation for critical features
- material traceability
- photo and report support for customer review
Quality package that B2B buyers expect
| Quality Element | Why It Helps Buyers |
| Dimensional inspection | Confirms critical features before shipment |
| Material traceability | Supports compliance and purchasing records |
| First article support | Helps validate the process before volume release |
| Engineering feedback | Reduces revisions and speeds up approval |
| Repeatability focus | Makes production scaling easier |
For procurement teams, this reduces risk. For engineers, it confirms the part is functionally correct. For executives, it supports schedule confidence and supplier credibility.
What Makes KaiSpeed More Useful for Medical OEMs
We understand that medical buyers do not just want a machine shop. They want a manufacturing partner who can support the full path from concept to production.
That usually means:
- quick response on RFQs
- practical DFM feedback
- clean communication in English
- prototype support
- stable repeat orders
- clear quality documentation
- realistic cost and lead-time guidance
KaiSpeed value proposition
| Buyer Need | What KaiSpeed Delivers |
| Faster prototyping | Responsive quoting and engineering review |
| Better manufacturability | DFM suggestions before production starts |
| Higher confidence | Clear communication and inspection support |
| Production scalability | Consistent process from sample to volume |
| Lower sourcing friction | One supplier for machining and support |
This is where a lot of blogs sound technical but do not help the customer make a decision. Our approach is more practical: explain the machining challenge, show the control strategy, and make it easy to take the next step.
Design Tips for Medical Articulating Arm Components
If you are designing a new part, a few choices can make machining much easier and the finished assembly more reliable.
DFM recommendations
| Design Area | Recommendation | Why It Helps |
| Wall thickness | Avoid unnecessary extreme thin walls | Improves rigidity and yield |
| Internal corners | Add practical radii where possible | Makes tool access easier |
| Datum scheme | Use measurable, repeatable reference surfaces | Simplifies machining and inspection |
| Bore locations | Keep critical bores accessible | Reduces extra setups |
| Material choice | Match material to load and environment | Balances cost and performance |
| Tolerances | Tighten only what is functionally critical | Avoids unnecessary cost |
A part does not become better because every tolerance is extremely tight. It becomes better when the critical requirements are tight and the rest of the design is realistic.
That is one of the most valuable conversations a supplier can have with a customer.
Applications of Medical Articulating Arm Components
This manufacturing approach is relevant across several medical product categories:
- surgical robotic arms and subassemblies
- rehabilitation exoskeleton linkages
- imaging positioning systems
- diagnostic equipment motion modules
- precision brackets and joint housings
- medical device connectors and interfaces
In each case, the core requirement is the same: reliable motion with controlled geometry.
When 5-Axis CNC Is the Right Choice
5-axis machining is the right fit when your part has one or more of the following characteristics:
- multiple angled surfaces
- tight alignment requirements
- thin walls
- deep pockets or hidden channels
- undercuts
- a need to reduce setups and fixturing risk
- a desire to improve surface quality on complex shapes
If your part is simple and mostly flat, 3-axis may still be sufficient. But once the geometry becomes more medical-device-like—compact, functional, and alignment-sensitive—5-axis often becomes the more practical choice.
FAQ
Is 5-axis machining always better than 3-axis machining?
No. It is better when the part geometry, tolerance relationship, or tool access really requires it. For simpler parts, 3-axis may still be the most economical option.
Can 5-axis machining help with thin-wall medical components?
Yes. It can reduce cutting stress and help the tool approach the part more intelligently, which is especially useful for fragile geometry.
What materials are most common for medical articulating arms?
Titanium, stainless steel, aluminum, and engineering plastics such as PEEK are common choices depending on the load, environment, and sterilization requirements.
What should I send for a quote?
A 3D model, 2D drawing, material requirement, tolerance notes, quantity, and any inspection or certification expectations.
Can KaiSpeed support prototype and production orders?
Yes. We support both prototype development and repeat production, with an engineering mindset that keeps scaling in view.
Ready to Move Your Medical Articulating Arm Program Forward?
If you are developing a medical articulating arm component that needs high precision, stable quality, and practical manufacturability, KaiSpeed can help you move from design to production with less risk.
Send us your STEP file and 2D drawing for a free DFM review. We will evaluate the geometry, identify manufacturing risks, and suggest a machining approach that fits your target performance and budget.
Request a quote today and let’s build your next medical motion component with confidence.