Stainless steel is one of the most widely used engineering materials in modern manufacturing. Its excellent corrosion resistance, strength, and durability make it essential across industries such as aerospace, medical, automotive, and industrial equipment.
However, when it comes to stainless steel machining, manufacturers face a very different reality.
Unlike aluminum or mild steel, stainless steel presents a unique combination of heat retention, work hardening, and tool wear challenges that can significantly impact cost, lead time, and part quality.
At KaiSpeed, we work with global engineers and procurement teams to deliver high-precision stainless steel components. This guide provides a comprehensive look at the challenges, solutions, and best practices for CNC machining stainless steel.
Why Stainless Steel Is Difficult to Machine
Stainless steel is an alloy containing iron and at least 10.5% chromium, which forms a passive oxide layer that protects against corrosion. Additional alloying elements such as nickel and molybdenum enhance performance—but also reduce machinability.
Key Properties That Impact Machining
1. Work Hardening
Austenitic stainless steels (such as 304 and 316) rapidly harden during machining. If the cutting tool rubs instead of cutting, the material surface becomes harder than the base material.
2. Low Thermal Conductivity
Heat generated during machining does not dissipate efficiently. Instead, it concentrates at the cutting edge, accelerating tool wear.
3. High Toughness
Stainless steel is ductile and produces long, stringy chips, which can interfere with cutting operations.
4. Abrasiveness
Certain grades contain hard inclusions that wear down cutting tools faster than other metals.
Stainless Steel Grades and Machinability

Choosing the right material grade is critical for balancing performance and cost.
| Grade | Type | Machinability | Key Characteristics | Applications |
|---|---|---|---|---|
| 303 | Austenitic | High | Free-machining, lower corrosion resistance | Fasteners, fittings |
| 304 | Austenitic | Medium | Excellent corrosion resistance | Food equipment |
| 316 | Austenitic | Low | Superior corrosion resistance | Marine, medical |
| 416 | Martensitic | Very High | Easy machining, heat-treatable | Shafts, valves |
| 17-4 PH | Precipitation | Medium | High strength after treatment | Aerospace |
Engineering Insight:
- Choose 17-4 PH for high-strength applications
- Choose 303 or 416 for cost efficiency and machinability
- Choose 304 or 316 for corrosion resistance
Top Challenges in Stainless Steel Machining
1. Work Hardening
When cutting conditions are not optimal, stainless steel hardens during machining, increasing tool wear and making subsequent operations more difficult.
2. Heat Generation
Heat buildup leads to tool wear and dimensional inaccuracies.
3. Chip Control
Long chips can wrap around tools and damage parts, reducing automation efficiency.
4. Tool Wear
Stainless steel accelerates tool wear, especially when improper tooling or cutting parameters are used.
5. Tight Tolerances
Maintaining tolerances such as ±0.01 mm requires stable machining conditions, rigid setups, and proper thermal management.
How to Machine Stainless Steel Effectively
1. Use Proper Tooling
- Carbide tools are essential
- Use coatings like TiAlN or AlTiN
- Maintain sharp cutting edges
2. Optimize Cutting Parameters
| Operation | Speed | Feed | Strategy |
|---|---|---|---|
| Milling | Low–medium | Moderate–high | Avoid rubbing |
| Turning | Medium | High feed | Stable cut |
| Drilling | Low speed | Peck drilling | Chip control |
👉 Key Tip: Increase feed instead of speed to reduce heat buildup.
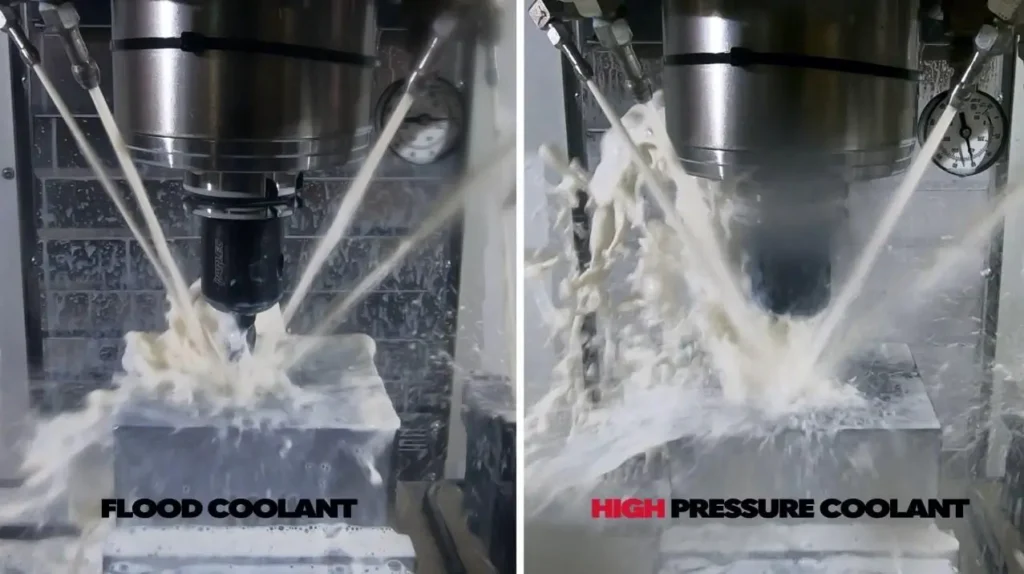
3. Apply Coolant
Use high-pressure coolant to control heat.
4. Improve Chip Control
Use chip breakers and optimized toolpaths.
5. Use Rigid Fixturing
Stable setups reduce vibration and improve accuracy.
👉 precision CNC machining services
Surface Finishing Options
| Finish | Benefit |
|---|---|
| Passivation | Corrosion resistance |
| Electropolishing | Smooth surface |
| Bead blasting | Matte finish |
| Polishing | Mirror finish |
👉 surface finishing options for metal parts
Quality Control in Stainless Steel Machining
Precision machining requires strict inspection methods:
- CMM measurement
- Surface roughness testing
- GD&T verification
👉 CNC machining quality control process
CNC Machining vs Other Processes
| Process | Best Use |
|---|---|
| CNC machining | Precision parts |
| Injection molding | High volume |
| Vacuum casting | Prototyping |
👉 rapid injection molding for production
How KaiSpeed Supports Your Project
At KaiSpeed, we combine engineering expertise with advanced machining to deliver:
- Fast prototyping
- Scalable production
- Consistent quality
- Cost optimization
Conclusion
Stainless steel machining presents significant challenges—but with the right strategy, it delivers unmatched performance.
By selecting the correct grade, optimizing tooling and cutting parameters, and working with an experienced manufacturing partner, companies can achieve high-quality, cost-effective results.
Get a Quote
Looking for a reliable stainless steel machining partner?
Upload your CAD files today to receive:
- Fast quotation
- Engineering feedback
- Cost optimization suggestions
FAQ
What is the best stainless steel for machining?
303 and 416 are the easiest to machine due to improved machinability.
Why is stainless steel difficult to machine?
Because it work hardens quickly and retains heat during cutting.
How to machine stainless steel effectively?
- Use carbide tools
- Keep speeds low and feeds high
- Apply coolant
- Avoid tool dwell
- Use rigid fixturing
What tools are best for stainless steel machining?
Carbide tools with TiAlN or AlTiN coatings.
How do you reduce heat in stainless steel machining?
Use high-pressure coolant and optimized cutting parameters.
Can stainless steel achieve tight tolerances?
Yes, with proper tooling and stable setups.
Is stainless steel harder to machine than aluminum?
Yes, stainless steel generates more heat and work hardens faster.
What surface finish can be achieved on stainless steel?
Surface finishes can reach Ra 0.4 or better with polishing.